注塑模具钢材,是注塑模具制造中不可或缺的关键材料。以下是对注塑模具钢材的简要介绍:
### 1. 定义
注塑模具钢材是指用于制造注塑模具的合金钢,它需要具备良好的耐磨性、耐腐蚀性、机械强度和精度保持性。
### 2. 分类
注塑模具钢材主要分为以下几类:
- "预硬钢":这类钢材在热处理后不需要进一步加工,可以直接用于模具制造。
- "易削钢":这类钢材易于加工,适用于模具的粗加工。
- "高速钢":适用于高速切削和高温加工,耐磨性较好。
- "不锈钢":具有良好的耐腐蚀性,适用于腐蚀性较强的环境。
### 3. 性能特点
- "耐磨性":注塑模具在使用过程中,模具表面与塑料接触,会产生磨损。因此,模具钢材需要具备良好的耐磨性。
- "耐腐蚀性":注塑模具在长期使用过程中,可能会受到酸碱等腐蚀性物质的侵蚀,因此需要具备良好的耐腐蚀性。
- "机械强度":模具钢材需要具备足够的机械强度,以保证模具在受力时不会变形或破裂。
- "精度保持性":模具钢材在加工和使用过程中,需要保持较高的尺寸精度和形状精度。
### 4. 应用
注塑模具钢材广泛应用于各类注塑模具的制造,如塑料玩具、日用品、汽车零部件、电子产品等
相关内容:
在注塑模具制造中,钢材的选择直接决定模具寿命、产品精度和生产成本。不同塑料制品、成型工艺对模具钢的性能要求差异巨大。本文将系统梳理注塑模具钢的分类体系、国内外标准及选材!
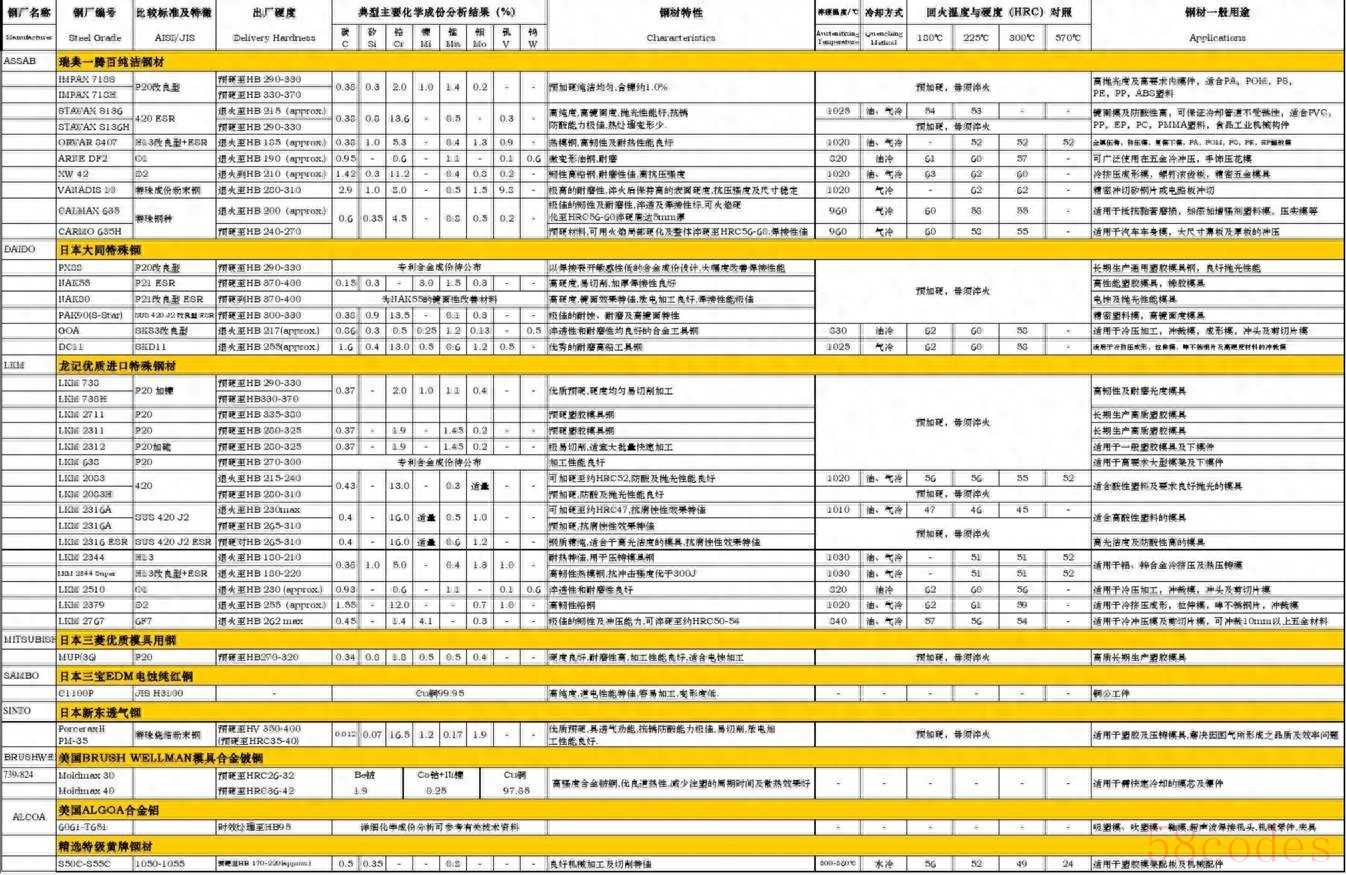
1、注塑模具钢的分类与常见牌号
| 常用模具钢材对照表 | ||||
品牌/标准 | 瑞典一胜百ASSAB | 德国德威GSW | 美国百禄BOHLER | 日本大同DAIDO |
| DIN standard | AISI | JIS | ||
| 通用型预硬塑胶模具钢 | 618(HB290-330) | 638 HRC25-29) | N/A | PXZ (27-34HS) |
| 618HH (HB330 - 370) | PX4 HRC (30-33) | |||
| PX5 HRC(30-33) | ||||
| 高精密预硬镜面塑胶模具钢 | 718S (HB290-330) | 2311 HRC(31-34) | P20 HRC(31-34) | NAK55 HRC(37-43) |
| 718HH (HB330-370) | 2738 HRC(31-34) | P20+Ni HRC(31-34) | NAK80 HRC(37-43) | |
| 预硬型镜面防酸塑胶模具钢 | S-136H (HB290-330) | 2316 HRC(30-32) | 420 HRC(31-34) | S-STAR HRC(30-34) |
| G-STAR HRC(33-37) | ||||
| 退火型镜面防酸塑胶模具钢 | S-136退火状态淬火温度1000-1050 | 2083退火状态淬火温度1000-1050 | 420 ESR退火状态淬火温度1000-1050 | N/A |
| 压铸模具钢 | 8407退火状态淬火温度1020 | 2344淬火温度1020 | H13淬火温度1020 | SKD61淬火温度1020 |
| 2714淬火温度830-870 | L6淬火温度850-900 | SKT4淬火温度850-900 | ||
| 不变形油钢 | DF2淬火温度820 | 2510淬火温度780-820 | O1淬火温度780-820 | SKS 3淬火温度780-820 |
| 韧性高铬钢 | XW-41淬火温度1000-1050 | 2379淬火温度1000-1050 | D2淬火温度1000-1050 | SKD11淬火温度1000-1050 |
| 耐磨高铬钢 | XW-5淬火温度950-980 | 2080淬火温度940-960 | D3淬火温度940-960 | SKD1淬火温度940-960 |
2、国内外常用标准对照(选材必备)
2.1. 中国标准(GB/T)
- 3Cr2Mo(对应P20)、4Cr13(对应S136)、4Cr5MoSiV1(对应H13)
- 核心标准:GB/T 1299-2014《工模具钢》
2.2. 美国标准(AISI/SAE)
- P20、D2(高耐磨冷作钢)、S7(耐冲击工具钢)
- ASTM标准:A681-08(工具钢通用规范)
2.3. 欧洲标准(DIN/EN)
- 1.2311(P20)、1.2083(420不锈钢)、1.2344(H13)
- EN ISO 4957:工具钢技术交付条件
2.4. 日本标准(JIS)
- SKD61(H13)、SUS420J2(4Cr13)、NAK80(预硬镜面钢)
- JIS G4404:合金工具钢标准
3、选材的核心准则:4大黄金法则
3.1. 匹配塑料特性
- 腐蚀性材料(如PVC):必选S136、HPM38等耐腐蚀钢,避免模具生锈失效。
- 玻璃纤维增强塑料:选用高耐磨钢(如D2、ASP23),抵御玻纤磨损。
3.2. 成型工艺要求
- 高光镜面:NAK80、S136经真空淬火+氮化处理,可达镜面级抛光(#12000目)。
- 快速循环生产:铜合金镶件(热导率≥300 W/m·K)可缩短冷却时间30%以上。
3.3. 模具结构复杂度
- 深腔薄壁模具:优先选择H13等高韧性钢,避免开裂风险。
- 多滑块精密模:使用预硬钢(如718HH)减少热处理变形。
3.4. 成本效益平衡
- 中小批量生产:P20+表面渗氮处理,成本降低40%仍能满足需求。
- 百万模次以上:升级至粉末冶金钢(如ASP60),寿命提升5-8倍。
4、选材实战建议
4.1. 热处理工艺:
- S136需**1020-1050℃真空淬火+低温回火**,硬度可达HRC50-52。
- 预硬钢(如NAK80)避免二次热处理,直接加工使用。
4.2. 加工前预处理:
- 高硬度钢材(如D2)需先退火至HB≤230,否则刀具损耗翻倍。
3. 维护周期:
- 普通模具每5-10万模次需维护,耐腐蚀钢(如HPM38)可延长至20万模次。

模具钢选材是技术+经济的综合决策。掌握材料特性、对标国际标准、结合生产需求,才能实现“低成本、高寿命”的终极目标!
 微信扫一扫打赏
微信扫一扫打赏
 支付宝扫一扫打赏
支付宝扫一扫打赏
