零基础入门西门子S7 PLC,我们可以按照以下步骤来学习和理解:
"目标:" 理解什么是S7 PLC,掌握其基本工作原理、硬件组成、编程基础(梯形图LAD),并能编写简单的控制程序。
"阶段一:认识S7 PLC"
1. "什么是PLC?"
"PLC (Programmable Logic Controller)":可编程逻辑控制器,是一种专为工业环境应用而设计的数字运算操作电子系统。它采用可编程存储器,用以在其内部存储执行逻辑运算、顺序控制、定时、计数和算术操作等指令,并通过数字式或模拟式的输入输出来控制各种类型的机械设备或生产过程。
"为什么需要PLC?" 替代传统的继电器控制柜,具有可靠性高、编程灵活、功能强大、维护方便、体积小、功耗低等优点。
2. "西门子S7系列是谁?"
西门子(Siemens)是全球领先的工业自动化产品供应商之一。
S7是西门子PLC产品系列的名字,非常著名,广泛应用于各种工业自动化领域。
S7系列内部又细分为多个子系列,如:
"S7-1200:" 小型PLC,适合简单控制任务。
"S7-1500:" 中型PLC,功能更强,性能更高,适合复杂任务。
相关内容:
前言
在自动化系统中,人机交互界面(HMI)与PLC的高效通信是实现智能化控制的关键环节。西门子S7-200 SMART PLC作为一款高性能紧凑型控制器,与MCGS触摸屏的组合广泛应用于各类自动化设备中。本文将详细介绍如何通过485通信方式实现两者的无缝连接,从硬件接线到软件配置,再到联机调试,提供一套完整的实战解决方案,帮助工程师快速掌握这一关键技术。 一、硬件系统连接方案
一、硬件系统连接方案
1.1 通信端口定义
1.1.1 MCGS触摸屏485端口
以TPC7022Ew触摸屏为例,其COM2通信端口为485接口,引脚定义如下: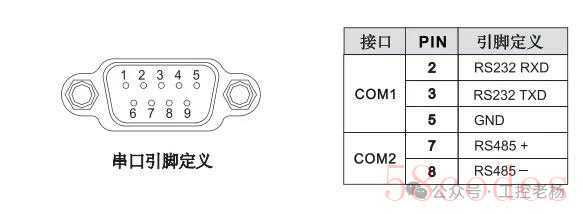
1.1.2 S7-200 SMART PLC通信端口
S7-200 SMART PLC提供两种485通信接口选择:- CPU 集成 RS485 端口:
- 3 号引脚:RS485 信号 B(-)
- 8 号引脚:RS485 信号 A(+)


1.2 硬件连接实现
1.2.1 直接连接方式(CPU 集成端口)
PLC 与触摸屏的 485 通信采用差分信号传输,具体接线如下:| PLC 端 | 触摸屏端 | 信号类型 |
| 3 号引脚(B-) | 8 号引脚(RS485-) | 接收 - |
| 8 号引脚(A+) | 7 号引脚(RS485+) | 接收 + |
| 5 号引脚(GND) | 5 号引脚(GND) | 信号地 |
1.2.2 信号板连接方式
若使用SB CM01信号板,接线方式如下:| 信号板端 | 触摸屏端 | 信号类型 |
| Tx/B | 8 号引脚(RS485-) | 发送 - |
| Rx/A | 7 号引脚(RS485+) | 接收 + |
| GND | 5 号引脚(GND) | 信号地 |
1.3 硬件连接注意事项
- 使用屏蔽双绞线,减少电磁干扰
- 屏蔽层单端接地,避免接地环路
- 通信距离超过 50 米时,需添加 120Ω 终端电阻
- 确保正负极性正确,避免接反导致通信故障
 二、MCGS Pro软件配置
二、MCGS Pro软件配置
2.1 项目创建与设备组态
2.1.1 新建项目
- 打开MCGS Pro软件,创建新项目
- 选择触摸屏型号(如 TPC7022Ew)
- 进入设备组态界面
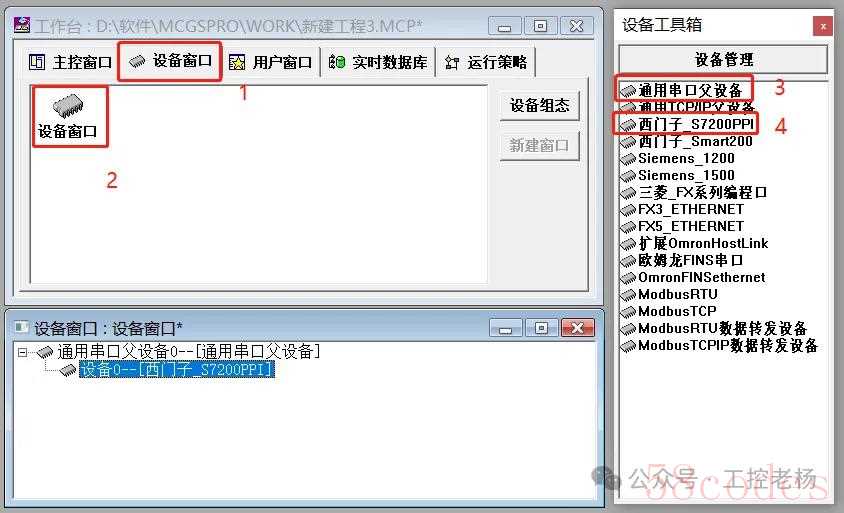
2.1.2 添加通信设备
- 在设备窗口中添加 "通用串口父设备"
- 选择 "西门子_S7200PPI" 驱动
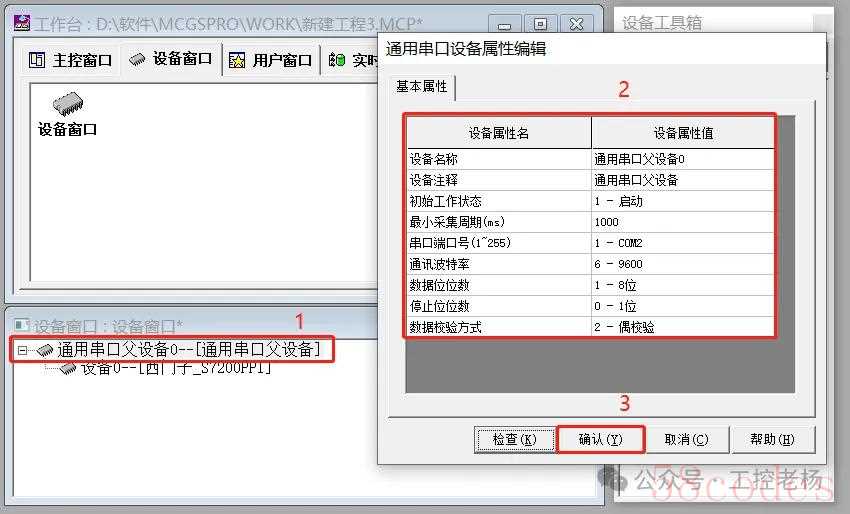
2.2 串口通信参数设置
配置与PLC匹配的通信参数:- 串口端口号:COM2
- 通讯波特率:9600bps
- 数据位:8 位
- 停止位:1 位
- 校验方式:偶校验
2.3 数据变量组态
2.3.1 建立变量连接
创建不同数据类型的变量连接:- Bool 型变量(V0.0):
- 通道类型:V 寄存器
- 数据类型:位
 2.Byte型变量(VB1):
2.Byte型变量(VB1): 3.Word型变量(VW2):
3.Word型变量(VW2): 4.DWord型变量(VD4):
4.DWord型变量(VD4):- 数据类型:32位无符号二进制
- 5.Real 型变量(VD8):
- 快速变量连接
使用快速连接功能批量建立变量:数据类型修改
2.4人机界面组态
设计触摸屏控制界面,包含按钮和显示控件: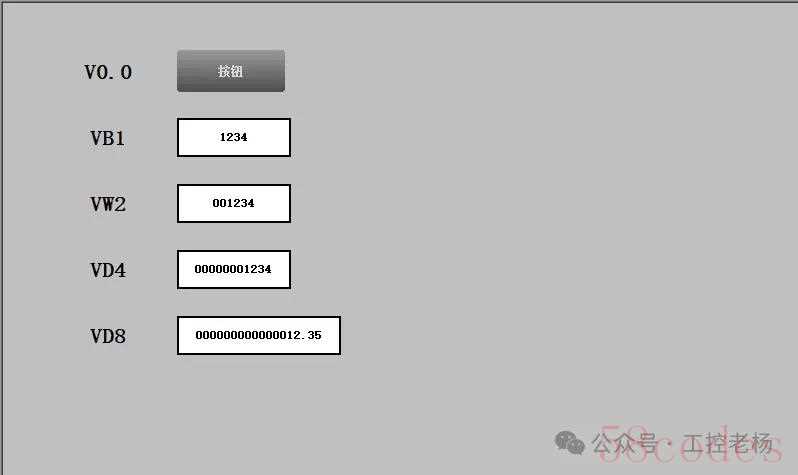
2.4.1按钮组态
创建自复位按钮控制V0.0: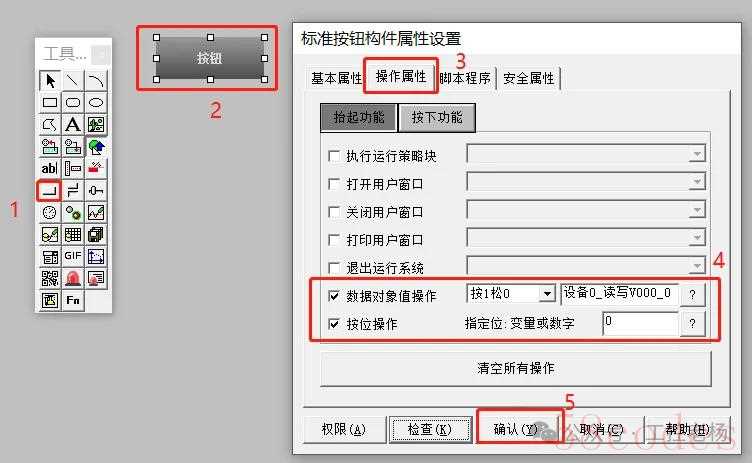
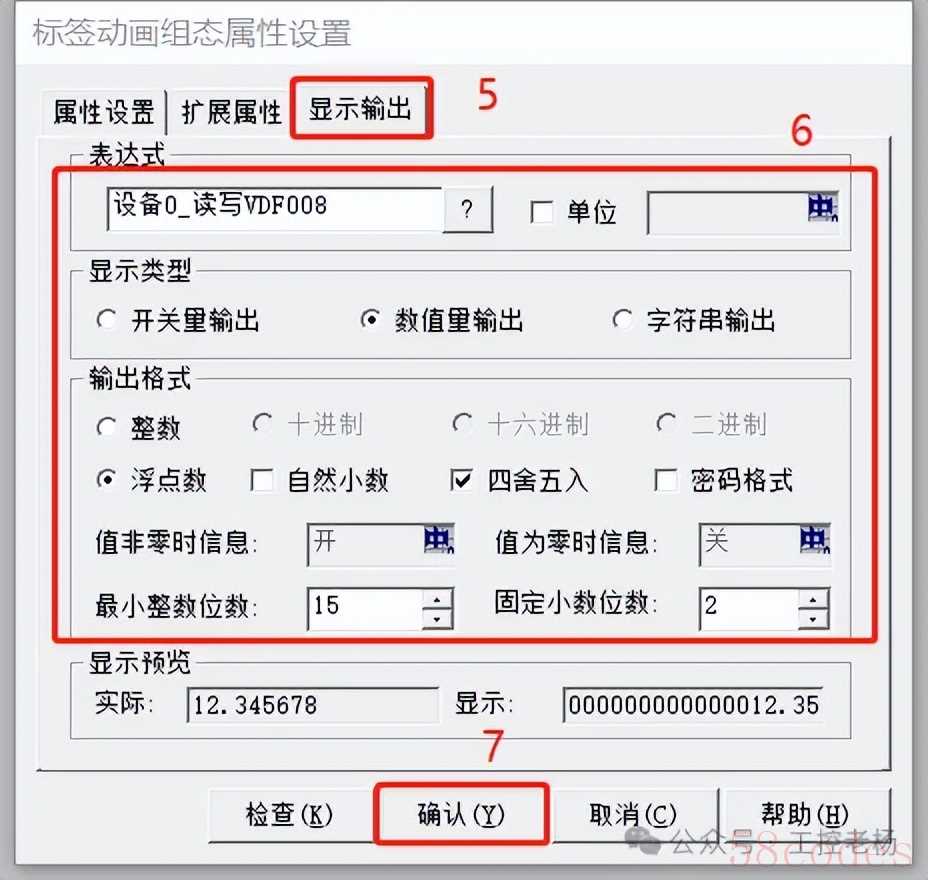
2.4.2输入输出控件组态
配置不同数据类型的输入输出控件: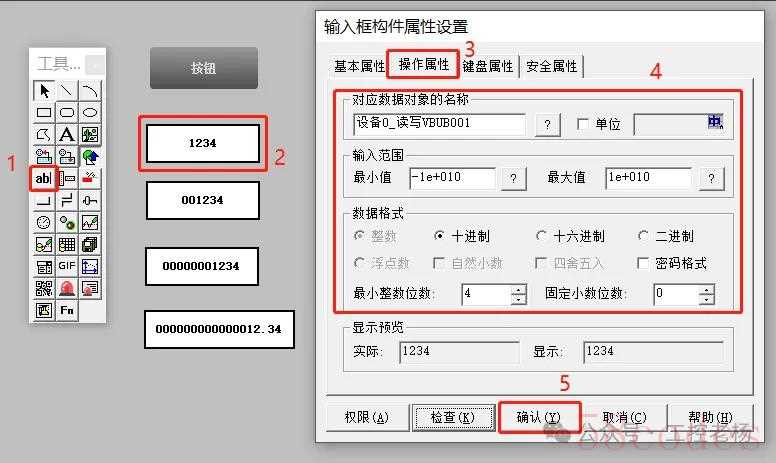 2.4.3 Word 型输入框(VW2):
2.4.3 Word 型输入框(VW2):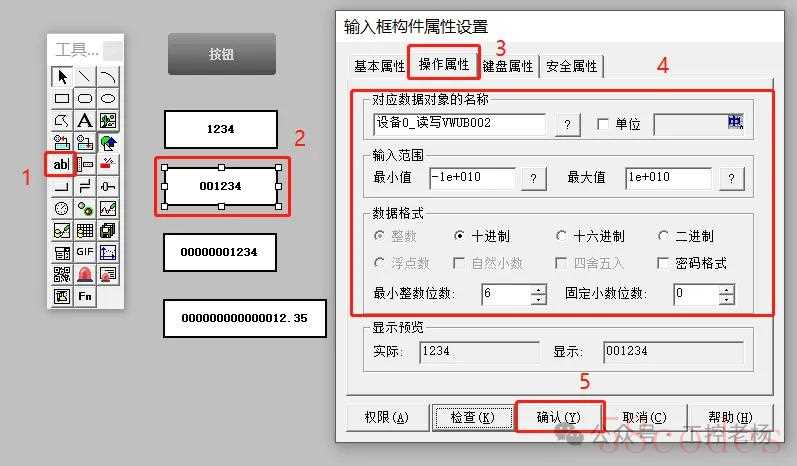 2.4.4 Real型显示控件(VD8):
2.4.4 Real型显示控件(VD8):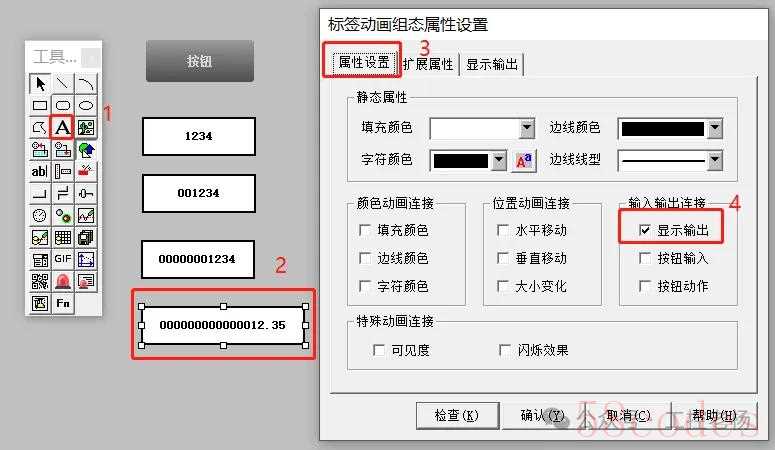
2.5 工程下载与设置
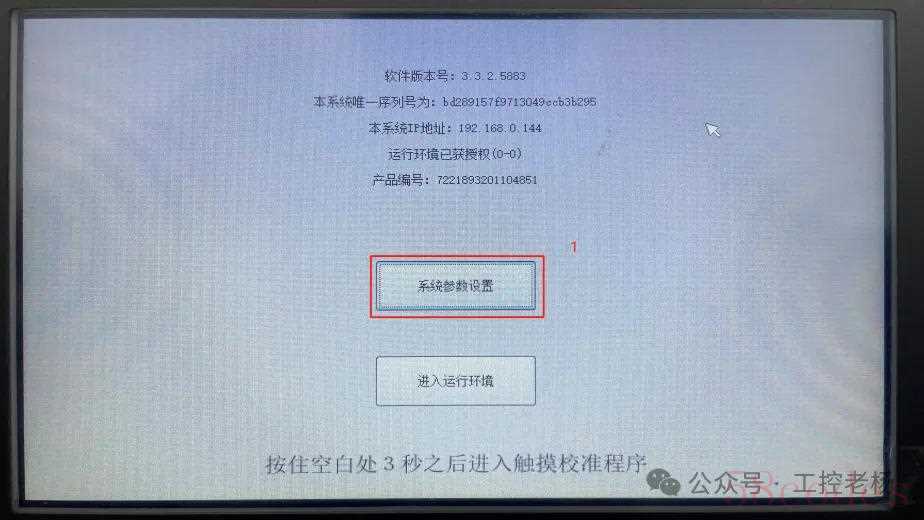
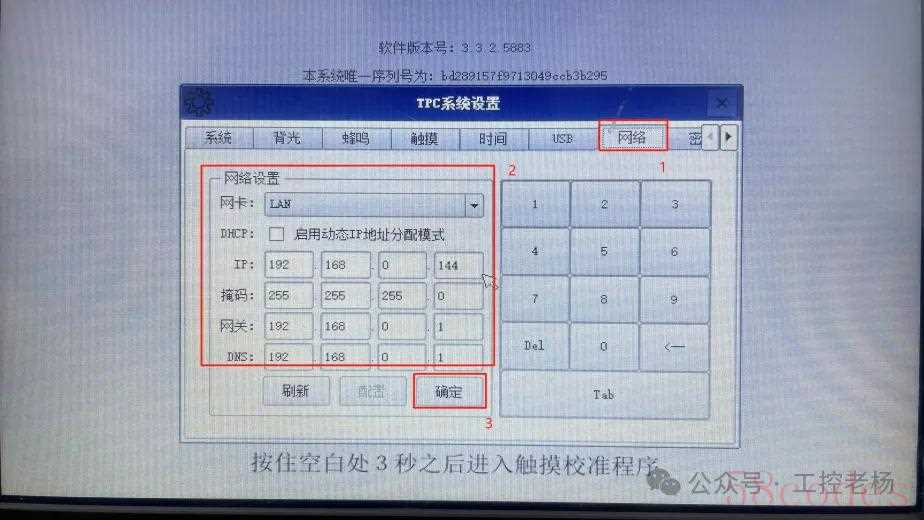
2.5.1 触摸屏IP设置
- 触摸屏重启时点击开机logo进入系统设置
- 配置IP地址与电脑同网段
2.5.2工程下载
通过TCP/IP网络下载工程文件: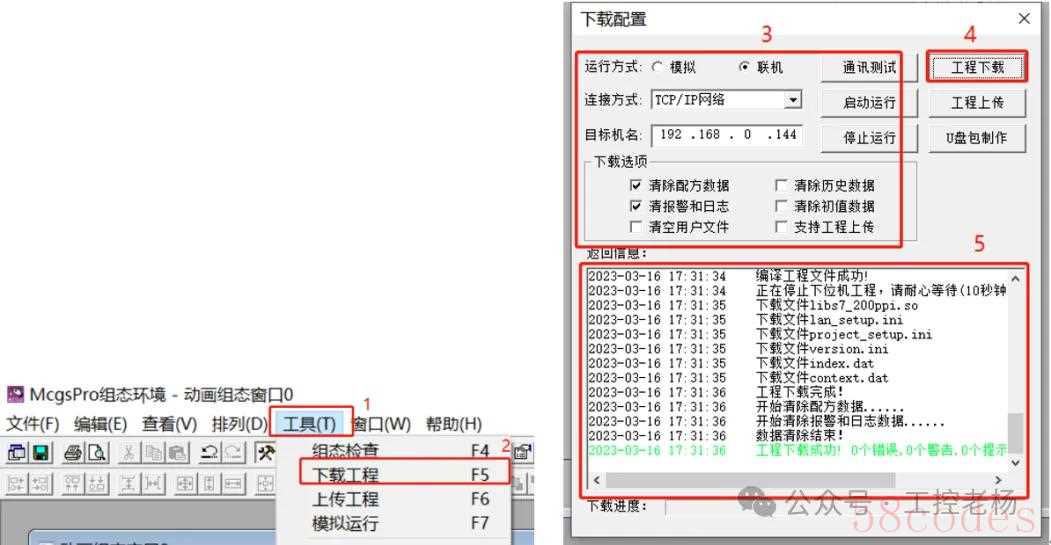
 三、S7-200 SMART PLC 配置
三、S7-200 SMART PLC 配置3.1 系统块设置
在STEP 7-MicroWIN SMART软件中,保持默认通信参数: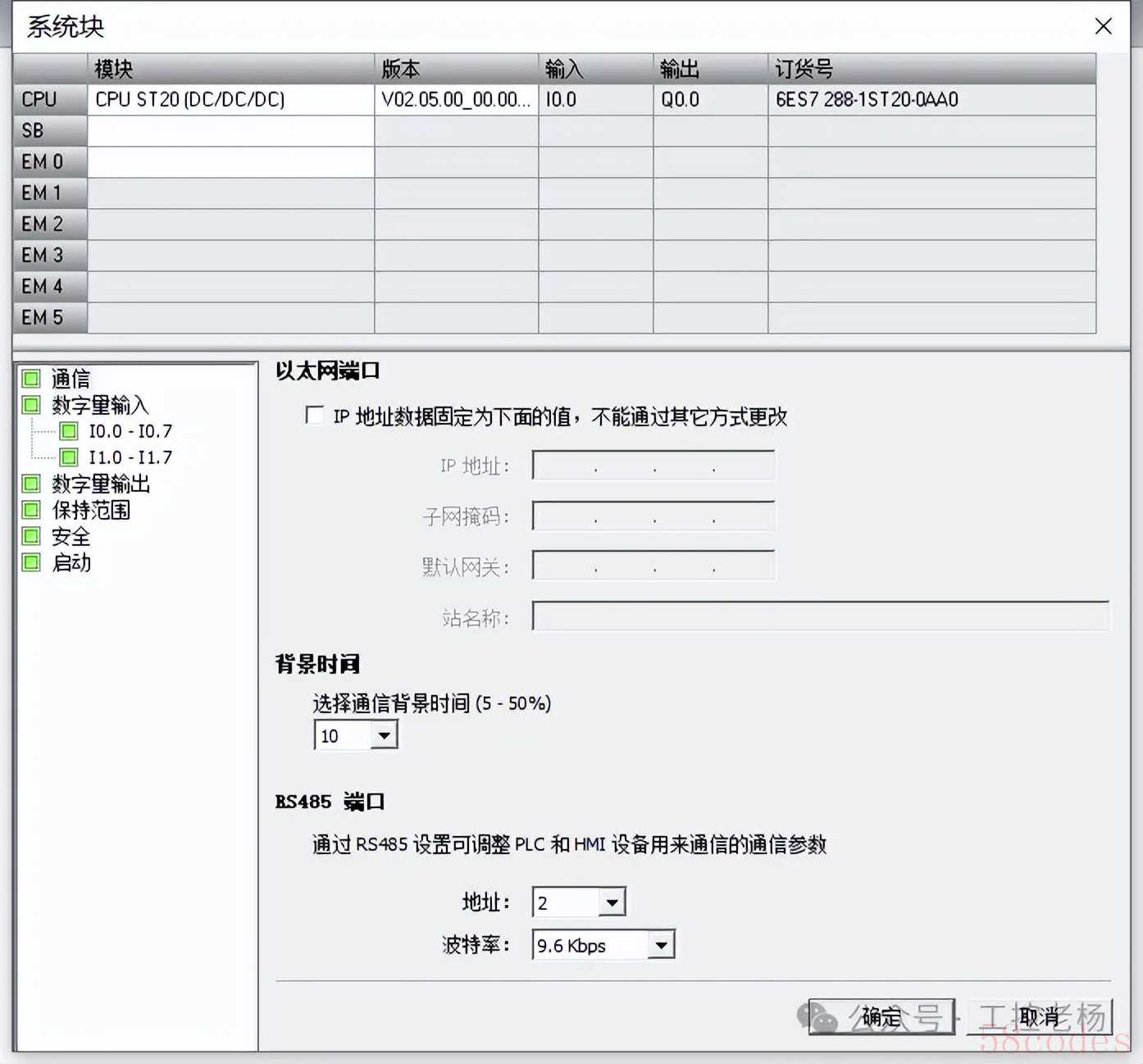
3.2程序下载
无需编写控制程序,直接下载默认程序到PLC:- 连接PLC与电脑
- 下载系统块配置
- 将 PLC 切换至RUN模式
 四、联机调试与验证
四、联机调试与验证4.1 通信测试
- 确保PLC与触摸屏物理连接正常
- PLC切换至RUN模式
- 触摸屏上电运行
4.2 数据监控与验证
在触摸屏上操作并监控数据: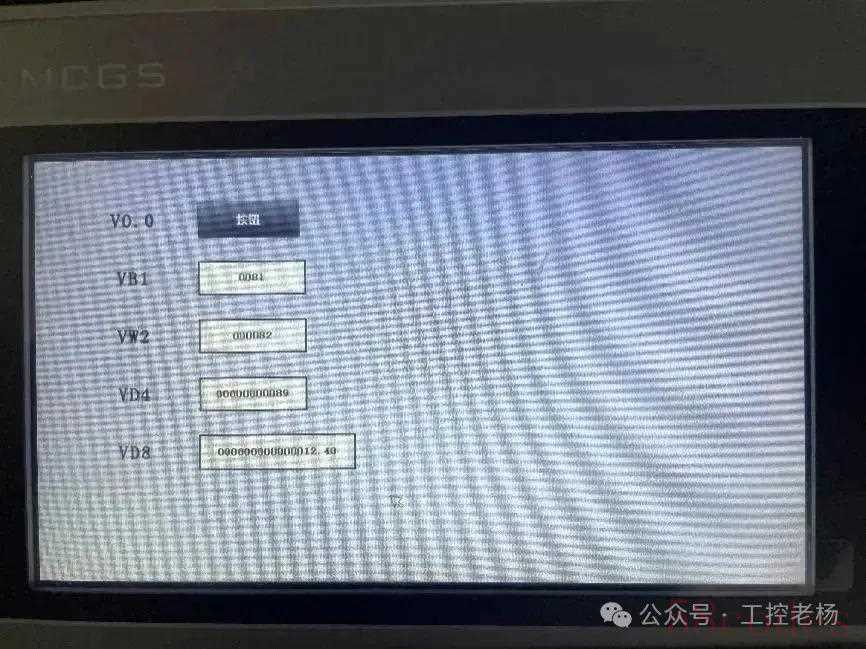 通过STEP 7-MicroWIN SMART软件状态表监控数据:
通过STEP 7-MicroWIN SMART软件状态表监控数据: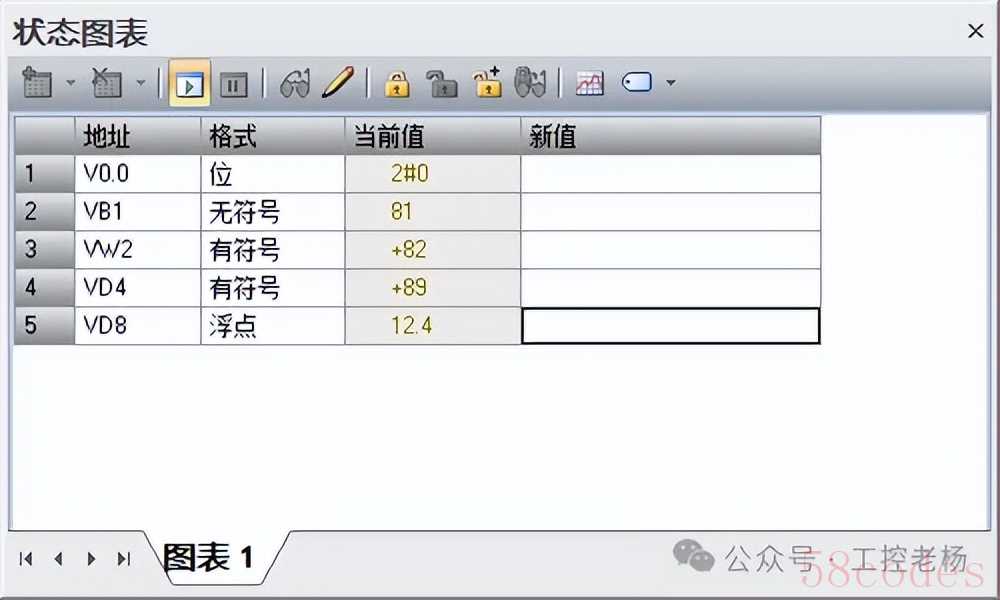
 五、结尾语
五、结尾语 通过本文介绍的步骤,工程师可以快速实现S7-200 SMART PLC与 MCGS触摸屏的485通信。关键要点包括正确的硬件接线、匹配的通信参数设置、合理的变量组态以及系统调试方法。在实际应用中,还需注意以下几点:
通过本文介绍的步骤,工程师可以快速实现S7-200 SMART PLC与 MCGS触摸屏的485通信。关键要点包括正确的硬件接线、匹配的通信参数设置、合理的变量组态以及系统调试方法。在实际应用中,还需注意以下几点:- 通信距离较远时,应考虑增加RS485中继器
- 强电磁干扰环境下,需采取良好的接地和屏蔽措施
- 对于多设备通信,需合理设置设备地址和通信速率
- 系统调试时,可利用编程软件的通信诊断功能排查问题
注:软件需要MCGS PRO 3.2.2.5166或者以上版本
 微信扫一扫打赏
微信扫一扫打赏
 支付宝扫一扫打赏
支付宝扫一扫打赏
